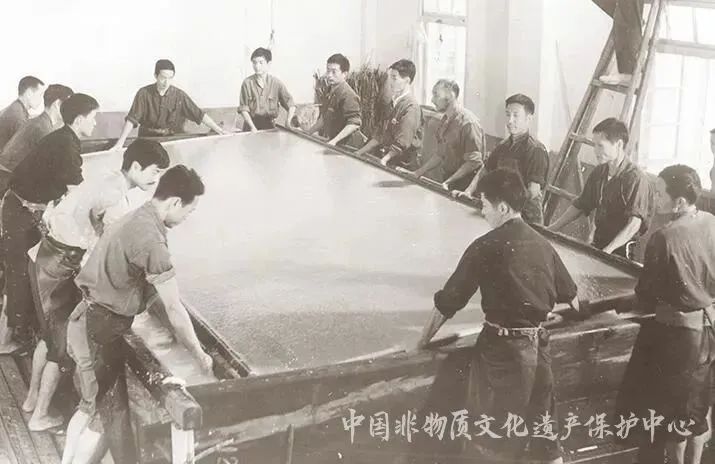
造紙術是中國古代四大發明之一,宣紙是傳統手工紙品中最為杰出的代表。宣紙傳統制作技藝即以宣紙為制作對象,以制作過程中原料加工、制漿、撈紙、曬紙、剪紙等環節的知識與實踐為核心內容,以安徽省涇縣為主要流布區域的傳統手工造紙技藝。宣紙產地主要分布于涇縣,以當地和周邊地區生長的青檀樹樹皮和沙田稻草為主要原料,經百余道工序加工制成,具有優良的潤墨性和耐久性,是書畫、裱拓、水印等傳統藝術的優良載體。
宣紙是中國手工紙在流播過程中注入地方元素誕生的特色紙種,隨著中國水墨畫的發展,社會對宣紙的需求量顯著增多,其知名度、產業規模和從業人數也不斷擴大,宣紙傳統制作技藝在這一過程中發展成熟。
宣紙傳統制作技藝的形成及其生命力的長久延續,與涇縣及周邊地區優良、適宜的自然環境密不可分。充足的光照、優質的水源、四季分明的氣候、理想的原材料生長環境,為宣紙的生產制作和宣紙行業的規模化發展提供了有利條件。
通過長期傳承實踐,宣紙制作中的原材料選用加工、成紙制作的知識和技術體系不斷發展完善,以傳統方式制作的宣紙具備百折不損、墨韻萬變、不腐不蛀的優良品質,是展示傳承東方水墨藝術意境與神韻的最佳載體。宣紙傳統制作技藝的活態傳承,為中國書畫藝術和中國傳統文化的延續、發展做出了突出貢獻。
2006年,宣紙制作技藝經國務院批準、公布,列入第一批國家級非物質文化遺產名錄。2009年,宣紙傳統制作技藝被聯合國教科文組織列入人類非物質文化遺產代表作名錄。截至2021年12月,包括2名國家級、7名省級、3名市級、9名縣級代表性傳承人在內的傳承人隊伍,以及為數眾多的宣紙行業從業者,均積極開展有關該技藝的傳承實踐,在涇縣當地,相關從業群體規模在5000人以上。
宣紙傳統制作技藝的功能與價值主要體現在以下方面:
一、實用價值。造紙術榮列中國的四大發明之一,其中重要原因是紙張的制造和應用改變了人類的書寫史,進而影響到以書寫、繪描為核心形式的書法、繪畫等藝術類別的發展。作為中國傳統造紙術的重要構成,宣紙傳統制作技藝的傳承和實踐,為中國人提供了書寫和藝術創作的基本材料,為中國水墨藝術的活躍、傳承和發展提供了必要條件,是其實用功能與價值的最佳體現。
二、文化價值。得益于宣紙傳統制作技藝的原材料選用、處理和成紙制作方法,宣紙具備良好的潤墨性和耐久性。筆力輕重、技法不同、墨量多少,在宣紙上均可得到體現,層次分明,質感突出,變化細膩,是展示和傳承東方水墨藝術意境與神韻的最佳載體。正如郭沫若先生所言:“宣紙是中國勞動人民所發明的藝術創造,中國的書法與繪畫離了它便無從表達藝術的妙味。長期以來,宣紙及其制作技藝為中華文明乃至世界文明的延續發揮了巨大的作用。宣紙“紙壽千年”的特性使得眾多典籍和文人墨客的書畫作品都借助于它而得以傳承至今,使我們能夠在今天回望歷史、追溯過往,領略先人在文史、書畫等方面取得的杰出成就。宣紙傳統制作技藝的不斷傳承實踐為中國書畫藝術和中國傳統文化的延續、發展做出了突出貢獻。
三、經濟價值。長期以來,宣紙業是涇縣的支柱產業之一,在當地的經濟發展中發揮了十分重要的作用。這一產業的發展不僅滿足了國內需求,帶動解決了當地社區和個人的就業問題,同時也大量出口,產生了可觀的經濟效益。以宣紙為基礎生產開發的相關加工品、衍生品,滿足了人們更多的日用需要。
四、工藝價值。宣紙生產工藝流程復雜,每道工序的細膩程度和要求很高。這些生產技藝是中國勞動人民長期的智慧結晶,且難以為現代技術所替代。它蘊涵著豐富的科學技術基因,是一份極其寶貴的歷史遺產。
<青檀皮>
涇縣四季分明,有春來遲、秋來早、冬夏兩季長的特點;年無霜期達250天左右,光照資源豐富,保證了宣紙原料不會在暴曬、暴雨和暴凍中風化和腐爛變質。涇縣氣溫有較明顯的垂直變化和區域差異,為宣紙生產提供了優越的氣候條件。
圖1 青檀樹皮
青檀萌芽力很強,枝皮富含纖維,莖皮優質,綿韌易剝,是制造宣紙的優質原料。涇縣的山地多屬喀斯特山地,適合青檀樹生長。此地所產青檀具有皮質嫩、纖維均勻豐富、易提煉和成漿率高等特點,其細胞壁內腔大,細胞壁表面有皺摺,吸附性強,是宣紙潤墨性能優良的主要原因。
圖2 青檀樹
眾多研究表明,宣紙制作所用的青檀皮,以北緯30度左右的為上品,而在涇縣及周邊地區生長的青檀樹為最佳。
沙田稻草
稻草,水稻的莖,一般指脫粒后的稻稈。最適宜沙田稻香生長的土壤是黃棕壤、石灰土、粗骨土和水稻土,而涇縣、旌德、宣城等地以這些土壤居多,所產的沙田稻草成為優質的宣紙原料。涇縣中部是一片沖積平原,土質含沙量高,適宜種植長桿水稻,該水稻草桿柔韌、纖維均勻、成漿率高、木質化程度較低,易提煉。
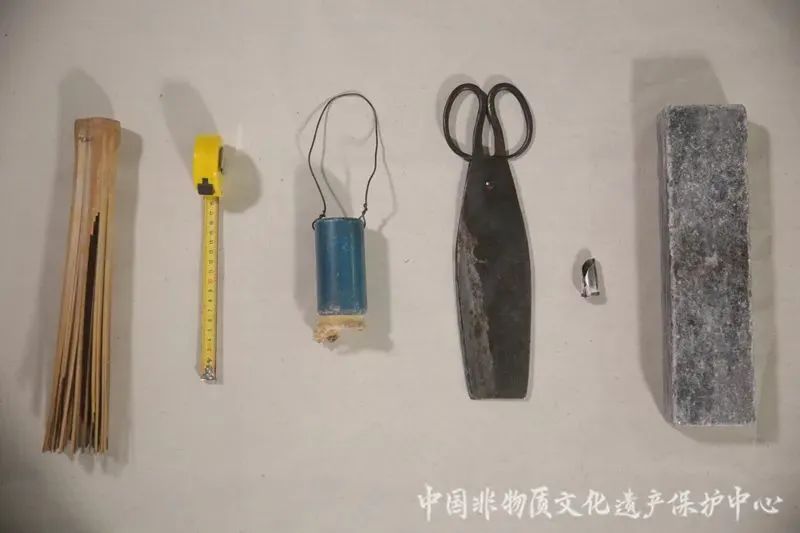
工欲善其事,必先利其器。***特色的工具是宣紙傳統制作中不可缺少的一部分。從原料采集到加工成紙108道工序中,涉及到碓、碾、紙槽、紙簾、簾床、紙焙、刷把、剪等上百種傳統設備與工具,工具與技藝的完美融合造就了獨特的宣紙文化。
碓與碾
碓與碾都是傳統打漿的設備之一,其主要功能是將蒸煮、洗凈的原料纖維束進行分解,完成纖維的分絲帚化。碓是最早出現在宣紙打漿工序中的設備,由碓頭、碓基、碓桿等部分組成,根據原料加工對象又分為皮碓和草碓兩種。皮碓的碓頭為木制平口,碓基在整石塊上鑿以規則棱齒;草碓的碓頭為鐵鑄凸口,碓基為人工開鑿成容積率較大的凹石,也稱為“碓臼”。
由人力完成傳動的碓,被稱之為“步碓”;水源豐盈的地方,采用水力帶動,被稱為“水碓”。1949年后,曾一度采用柴油機代替水力、人力。工廠通電后,使用電動機帶動,這種傳動方式被稱為“機碓”。
與碾、碓相配套延伸的設備與器具包括鞭草棍、鞭草桌、洗草籮、洗皮棍、木榨、選檢臺、竹刀、籮筐、鍬、灑水把、刨子、木槌、耳塞、擋草簾、撬棍、切皮刀、切皮凳、切皮桶、切皮繩、做料缸、料袋、料缸、袋料池、袋料扒、料池等。
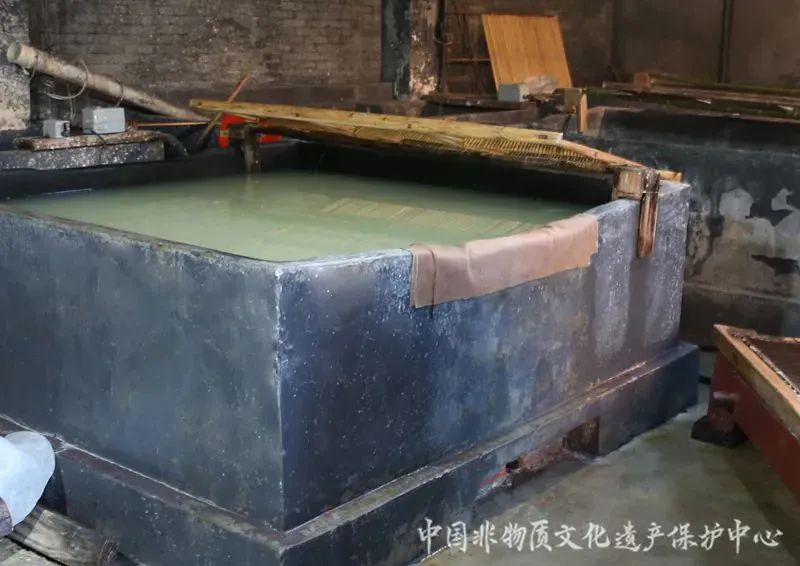
圖1 紙槽
紙槽是宣紙成型流程——撈紙的必需設備,不同規格的宣紙選擇相應的紙槽操作。傳統紙槽有木制和石制兩種,木制紙槽選擇粗木裁成相應厚度的木板,拼接成紙槽所需相應寬度,刨光并開鑿好榫卯,安裝后漆上桐油便可使用;石制紙槽需將相同厚度的青石板開鑿榫卯,安裝榫卯后便可使用。
水泥進入人們生活后,用混凝土澆鑄成水泥板,也可在澆鑄時撒上不同顏色的細石子,在澆鑄水泥板時,直接將榫卯留好,再將水泥板打磨光滑后套上榫卯,形成紙槽,為加快進度,制作紙槽時,直接用磚砌到規定的尺寸后,用水泥加固、拋光后即可。
圖2 工人在進行撈紙
近年來,隨著地面磚、瓷磚的普及使用,各宣紙廠將表面光滑的瓷磚貼入紙槽的內壁和槽底,既降低了劃槽的摩擦系數,也減輕了操作工的勞動強度。為降低浪費,又將傳統的平口槽改成凹口槽。
通用紙槽的規格有:四尺紙槽(可撈五尺紙)、六尺紙槽、八尺紙槽、丈二紙槽、丈六紙槽等。
與紙槽相配套的器具包括紙簾、簾床(西鄉稱“簾槽”)、梢額竹、額樁(也稱“檔”)、襯樁、攔水棍、浪水棍、隔簾、墊蓋簾、蓋紙簾、紙板、蓋紙板、榨、茅草、算盤(計數器)、豬毛把、水袋、藥袋、椀子、挽鉤、料池、藥池、藥缸、藥槌、扒頭、棍子、抬帖杠等。
<紙簾、簾床>
紙簾是撈紙時必備的一種器具,一般有簾子、簾床、簾尺等部分組成。簾床為承受簾子的支架,是由嫩杉木制成,床面鋪穿芒稈。簾子和簾床可以隨時裝好或拆開。簾尺的用處是繃緊簾子使其保持平直。在撈紙前,將簾子平鋪在簾床上,以簾尺固定紙簾的兩頭,單邊入槽。撈紙后,取下簾尺,把簾子(簾面上有濕紙頁)從簾床上提起,將簾子倒扣在平板上,濕紙頁脫離簾面后粘附在板上或濕紙上。一張竹簾能重復用來撈紙,較為簡便。
紙簾的制作包括編簾、裝簾兩大工序。
一、編簾
編宣紙簾的材料均選用當地所產的苦竹,苦竹竹節長,是制簾的理想材料,苦竹經剖篾、抽絲后,用馬尾編簾、土漆漆簾后形成。絲線使用普及后,馬尾編簾逐步退出。
(一)抽絲
剖篾是將苦竹去簧、去芯,剖成與牙簽同粗的竹條,并將竹條的一頭削尖。用一適中的鋼釘在一厚鐵板上打一小孔,將細竹條的尖部穿過小孔,另一頭用鉗子夾出,此過程稱抽絲。根據紙張要求不同,抽取竹絲的粗細也有所區別。
圖1 工人將苦竹抽絲
(二)編簾
紙簾編織工作在一個大小適宜的木架上進行,木架上有橫桿,在橫桿上編簾時,每隔一兩厘米的距離上掛有一對長形的小薄竹片制成的線坨,每個線坨上都有預先繞好的絲線。編簾時,使織線交叉纏住簾絲。每對線坨交換位置后,再織下一行簾絲。
圖2 工人在木架上編簾
(三)漆簾
將編制好的竹簾,用漆刷沾上土漆,漆完的紙簾須在陰涼處經過一個月陰干,不能在陽光下暴曬。
圖3 工人在漆簾
(四)繡簾紋
常用簾紋有單絲路、雙絲路、羅紋、龜紋、扎花等,這些簾紋在編簾時已經完成。如需特殊簾紋,需在陰干的單絲路紙簾上繡簾紋圖案后,再加上一至兩遍漆,成紙上就會呈現相應的圖案。傳統的特殊簾紋有丹鳳朝陽、白鹿、龍紋等;具有特殊意義的簾紋有紀念宣紙、訂制宣紙等。
圖4 工人在繡簾紋
二、裝簾
裝簾與彈簾床是撈紙工必須準備的工作,首先選擇粗細適合于彈簾床的芒稈,按照粗細分開放好,將選好的芒稈插入簾床架上,再用扁平竹片從中間穿好固定。
圖5 工人在彈簾床
裝新簾是將簾子分出正反面后,用小刀將簾邊割整齊,迭出一小邊確定為稍邊,再用棉線織成人字形的線路以牢固稍邊。簾子裝好后,通常需要過幾天再使用。
圖6 工人在裝新簾
三、紙簾類型
宣紙簾按宣紙品種規格分類,常用規格有四尺、五尺、六尺、八尺、丈二、丈六等;傳統的特殊規格有長扇、短扇、小六裁、6尺屏風、8尺屏風、9尺屏風、條頭、金榜等;現代特殊規格有2m×2m、0.7m×2.34m、0.9m×2.34m等。
圖1 紙焙
紙焙是曬紙所需的設備之一,由磚和石灰砌成中空墻,焙壁敷石灰與墨汁用銅鏡壓磨而成。撈出的濕紙,通過曬紙工一張張地貼在紙焙上烘干成紙。宣紙技藝在傳承過程中,先后有多種不同形制的紙焙出現。最早的紙焙是燒柴式焙,這種紙焙燒薪柴提溫。隨著以煤作為燃料進入宣紙行業后,將紙焙改成燒煤吸風爐。1990年代,大規模宣紙生產線開始將傳統磚焙改成鋼板焙,集中燃點,鍋爐供氣提溫;單槽作坊式生產戶使用中間貯水的鋼板焙,采用燒柴或煤將所貯的水燒熱,既可提溫又可保溫。鋼板紙焙的進入,降低了熱輻射對操作工的傷害,也使紙焙使用壽命從不到一年延長至六年左右,充氣式鋼板焙使用壽命可達幾十年。
圖2 工人在曬紙
與紙焙相配套的器具包括鐵鍬、燒火棍、火鉤、紙架、紙桌、刷把、額槍、澆帖架、鞭帖板、水壺、撣把、架帖板、米湯盆、米湯把等。
圖2 傳承人用刷把曬紙
刷把是曬紙工必備的工具,也是考驗曬紙工技術是否全面的基本程序之一。刷把的制作包括選松毛和扎刷把兩個步驟。每年的秋季,到山上選擇成熟的長松毛,整枝采下,放在閣樓上陰干。使用時,將松毛從松毛支上分開,選一定長度的歸集在一起,再扎成規定的圓小束。刷把柄選用桐木,桐木要開槽,兩頭留1厘米左右不能開透。扎刷把時將圓束松毛放進桐木槽內,排列整齊后用兩邊竹片夾緊,間隔穿繩固定好,用剪刀將松毛頭剪齊。
圖2 剪紙工在剪紙
宣紙剪主要用于將檢驗合格后的宣紙進行裁邊規整,其特征與民用剪刀大相徑庭,外觀長36厘米,其中刀刃長26厘米,手柄長10厘米;刀身寬9厘米,每把剪紙刀重0.8-0.85公斤,選用優質扁鐵、工具鋼為材料,經裁鐵、出坯、雕彎、下鋼、鑲鋼、壓鋼、打頭片、打眼、打手柄、退火、開口、銼頭片、上記號、淬火、敲口整形、磨口、制銷、釘鉸、上油、整形等工序鍛造而成。宣紙剪因形狀大而沉、鋒利、用途特殊,也被稱之為“天下第一剪”。
圖3 宣紙剪配套設備
與宣紙剪配套的設備和器具包括剪紙桌、油把、撣把、套指、木尺、卷尺、印章、產品卡、過剪薄等。
做宣紙的人常講一句話:宣紙制造,首在于料。原料加工是宣紙制作過程中歷時最長的一個階段,也是宣紙傳統制作108道工序中最為艱辛的部分,是決定宣紙品質的根本所在。
宣紙人懷揣一顆匠心,在專注與執著中,用他們的精湛技藝成就了宣紙,也為守護中華錦繡文明貢獻了力量。
一、原料加工粗中有細,漫長、繁復、嚴格的工藝成就宣紙的品質
原料加工盡管不在“撈、曬、剪”三大核心技藝范圍內,但其重要性絲毫不亞于其他環節。缺少好的材料,后續的成紙制作和宣紙特性的發揮也就無從談起。
傳統的宣紙制作,原材料加工的時間所占比例***,流程最為繁復,工作也最為艱辛,是不折不扣的苦差事。但看似粗糙、艱苦的原料加工,卻粗中有細,各個步驟環環相扣、井井有條,每個細節都有其作用,不可馬虎。以處理沙田稻草最初階段的扎草把為例,外人眼中簡單的打捆,實則大有講究,要為后續端料、蒸煮、攤曬埋好伏筆。打捆時既不能太松,否則易散落;又不能系死,否則蒸煮時不便叉挑,攤曬時無法拆開攤平。僅扎草把這一項工作,就需要數月甚至半年左右的實踐才可勝任。又如攤曬階段,不僅時間、次數要足,攤開原料時要求平整、均勻,才能保證皮料、草料充分接受陽光、雨水的洗禮。
圖1 沙田稻草加工
粗中有細還體現在原料加工的科學性上。宣紙的兩大制作原料——青檀樹皮和沙田稻草,前者富含長纖維,莖皮優質,綿韌易剝;后者富含短纖維,纖維均勻。在漫長的加工過程中,二者特性得到充分融合和發揮,使宣紙在微觀層面呈現出長短纖維互為骨架與填充、相互交織的狀態,并使紙張具備較好的存水導墨特性,達到“墨韻萬變”效果,能夠與元代以來中國傳統水墨藝術追求意境與韻味的審美特征完美結合。
皮料和草料都要經過三四次堿水浸沾熏蒸,處理成燎皮和燎草。浸、蒸所用的堿,有石灰或純堿,呈相對弱堿性,學界稱之為“弱堿多級蒸煮”。通過這一方式,可把宣紙原料中的果膠、木質素等雜質去凈。弱堿蒸煮配合攤曬時的日曬雨淋,處理過程緩慢、柔和。這些都是宣紙具備較好書畫性能和較長壽命的重要原因。
圖2 板坑燎皮廠工人裝鍋
原料的加工,不僅是青檀樹皮和沙田稻草的融合過程,更是對宣紙人的歷練。工藝繁復、嚴苛,必有其因,其中蘊含的是宣紙人善待材料、物盡其用的理念和實踐,以及減少返工、提高質量與效率的必然要求。
二、技藝精妙,心手相傳
在長期的實踐和傳承中,宣紙傳統制作技藝的實踐者們總結出許多經驗、心法,幫助自己和他人領會其中要義,如撈紙環節中的 “一簾水靠身,二簾水破胸”“抬簾的要活,掌簾的要穩”“放簾要做筒,起額要平,掀簾要像一塊板,傳簾要像筲箕口”等口訣,以及曬紙環節中“吊角、托曬、抽心、半刷、破額角、挽刷、打八字、挽刷、破梢角、破掐角、收窗口”等刷路要領。但盡管如此,很多細節和技巧在操作時僅有毫厘之差,結果卻千差萬別,其成敗全憑藝人心中之意與指尖之感,只有在經年累月的反復實踐中,才能準確掌握并完成。
圖3 涇縣宣紙廠歷史圖片
以撈紙為例,兩次撈紙的目的分別是上漿、補漿,但紙槽中紙漿的濃度會隨著撈紙次數而逐漸減少,因此撈紙時對每一撈時間、力度、紙漿量的把握都需要見機調整,才能確保每一張紙的質量、厚度趨于一致。這種變化往往以克為單位,區別只在毫厘之間,卻能被優秀的撈紙工了然于心,手到即成。
三、道法自然,尊崇時令,和諧共生
宣紙傳統制造技藝同中國傳統技藝大家庭中的其他成員一樣,都尊崇時令,秉持道法自然的原則。在原料的索取上,每年的霜降到次年的驚蟄時節,青檀樹進入休眠期,才是青檀枝條的砍伐時段。砍伐時,要從枝條的兩邊下刀,避免刀口紊亂,刀口要呈元寶狀,創口要內比外高,避免下雨時存水、腐爛。被砍伐后的青檀樹,須進行修樁,清除殘苗細枝椏,以利于春季樁頭發芽和生長。通過這種方式,青檀樹得以長久、有序生長,當地人也實現了人與自然的和諧相處和宣紙原料的永續獲取。宣紙生產過程中的不少工具,也都取之于自然,紙簾、簾床、刷把等工具,使用竹絲、松毛等材料制作而成,與宣紙存有天然的親和感。
圖4 傳承人用刷把進行曬紙
宣紙原料加工階段,當地人充分利用當地的地形、氣候等自然因素,通過多次上灘攤曬,讓皮料、草料接受大自然的洗禮,在陽光、雨水和時間的共同作用下,原料中的雜質被逐漸去除,原本發黃的皮草料,也逐漸自然褪色,形成成紙時的潔白顏色。
圖5 燎草廠工人曬草
曬紙、剪紙過程中產生的廢紙、壞紙也不會被浪費,它們將被制成紙漿“回爐再造”,進入新一次的制作過程,迎來第二次生命,充分體現出宣紙人珍惜材料、愛護宣紙的品質。
無論是原材料加工還是成紙制作,不僅歷時長久,過程也充滿艱辛:原材料加工要在不同季節面對烈日、雨水、寒風,在田地、山坡、溪流中肩挑背扛、奮力勞作;成紙的各道工序雖在室內完成,但撈紙師傅的手要在寒涼的水槽中千萬次地重復出水入水,曬紙師傅每天要在四十多度的曬紙房內與火熱的焙墻“親密接觸”……但無論過程多么艱辛,他們始終懷揣匠心,對先人傳承下來的技藝充滿敬畏,在堅守中詮釋和踐行工匠精神。
一、按傳統宣紙產品
宣紙的品種很多。最常規的、最傳統的是三樣產品:按照青檀皮的含量分為棉料、凈皮、特種凈皮。棉料通常被認為適用于書法,青檀皮占比在30%到40%。凈皮宜書宜畫,通常被認為適合寫書法、花鳥、小寫意、人物,青檀皮占比在60%到70%。特種凈皮通常被認為適合于山水、潑墨大寫意,青檀皮占比在80%以上。
二、按尺寸分類
從尺寸來看,分四尺、五尺、六尺、七尺、八尺、丈二、丈六等。2000年,中國宣紙股份有限公司在丈六的基礎上了創制了兩丈宣,長5米多,寬3米多。2015年,中國宣紙股份有限公司又在此基礎上做了三丈三的,它的長度是11.4米,寬度是3.6米。2018年,涇縣三星宣紙廠制造出一種更大幅面的宣紙——四丈宣,長13.2米,寬3.6米,這是市面上目前***的宣紙。
三、按厚薄分類
按照厚薄分類,一般分單宣、夾宣、三層,以前還有四層。
四、按簾紋分類
按照簾紋分,通常分四類。單絲路、雙絲路、羅紋、龜紋。單絲路就是單根的絲路,簾子是由竹絲編起來的,竹絲有接頭,所以有一個并排較密的平行線,稱為單絲路。如果并排的是兩根線,稱為雙絲路。如果是密密扎扎的簾紋,稱為羅紋。如果簾紋有一點像龜殼一樣的六邊形,稱為龜紋。
單絲路通常較為常見,雙絲路次之,羅紋和龜紋相對較少,除了有特殊的訂購。除這四個簾紋以外,還有現在鮮有的丹鳳朝陽、梅花箋。丹鳳朝陽是一個類似鳳凰飛向太陽的圖案。梅花箋是一個一個的梅花。還有一些特殊簾紋,有的做紀念紙,還有一些定制紙,有齋號,這也屬于特殊簾紋。
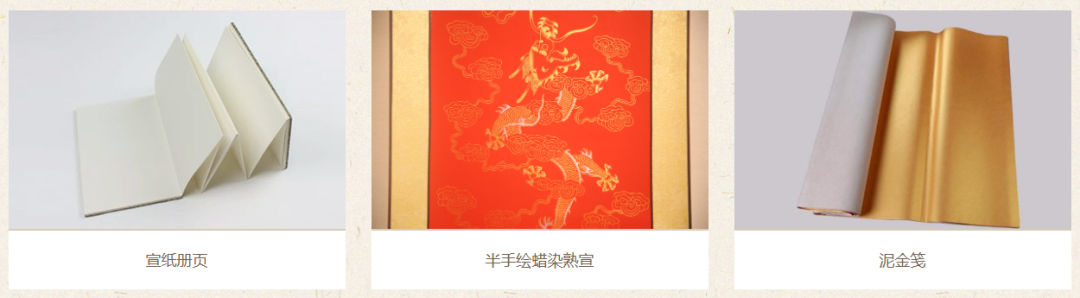
紙有生、熟之分。直接從紙槽中抄造、烘干,未經加工處理的原產品稱為生宣。在生宣的基礎上,經過染色、灑金、砑光、填粉、施膠、涂蠟、印花、黏接等工序形成的紙張稱為熟宣。宣紙制品出了傳統的宣紙冊頁、印譜、信箋、仿古對聯、折扇等,如今還將宣紙加工成鏡片、卡紙等。
1954年之前,宣紙的生產都是以作坊或作坊群的形式出現,即家鄉人自己造出紙來,然后把它販運到具備消費能力的中心城市。這是當時的一種生產流通模式。1954年,通過公私合營、合股的形式,成立了涇縣宣紙廠(紅星廠),后來逐步成為國有企業,也就是今天的中國宣紙股份有限公司。它是目前中國***的宣紙生產廠家。紅星牌宣紙是中華人民共和國成立后最早恢復宣紙生產而誕生的品牌,也一直是文房四寶行業中的名牌產品。
改革開放以后,涇縣出現了另外兩家宣紙廠,一個是小嶺的宣紙廠——“紅旗”牌宣紙。另一個是涇縣宣紙二廠——“雞球”牌宣紙。當時這三大品牌都做出口,主要出口日本。如今,大規模宣紙廠僅剩中國宣紙股份有限公司一家,其余是若干家小廠的生產模式。小的宣紙生產廠一開始大多是自營模式。20世紀80年代中期,宣紙銷售業態開始出現變化,四川夾江人開始在全國各地開店,幾乎遍及全國各大城市。
如今紅星宣紙有自己的銷售渠道,在大中城市都設有實體店鋪,同時也通過電商,包括微信群、APP做宣傳推廣。這成為涇縣宣紙銷售的新業態。